On December 28, the 600,000-ton/year ethanol production plant built by Huaibei Mining Group Carbon Xin Technology Co., Ltd. started trial production, producing qualified anhydrous ethanol, creating a new route for clean, efficient and low-carbon utilization of coal.
The project is the second phase of the methanol comprehensive utilization project of Anhui Carbon Xin Technology Co., LTD. The first phase of the project is the comprehensive utilization project of methanol coke oven gas with an annual output of 500,000 tons. By recycling about 200 million cubic meters of tail gas of Huaibei Mining Group's coal coking comprehensive utilization project every year, methanol is produced after a certain amount of coal gasification and carbon compensation. The second-stage methanol comprehensive utilization project uses the first-stage main product methanol as raw material, and achieves an annual output of 600,000 tons of ethanol products through dehydration, carbonylation and hydrogenation.
The plant production capacity of this trial production is the largest of its kind in the world, and construction will start on December 20, 2021. The device adopts the synthesis gas to ethanol (DMTE) process technology jointly developed by the team of Academician Liu Zhongmin of Dalian Institute of Chemical Physics, Chinese Academy of Sciences (hereinafter referred to as "Dalian Institute of Chemical Compounds") and Shaanxi Yanchang Group. This innovative route not only greatly improves the added value of products, but also provides a viable path for the low-carbon development of industries such as steel, energy and environment.
Ethanol can be used in a wide range of different fields, including chemical, pharmaceutical, food industry and energy, with the dual properties of both bulk chemicals and basic energy products. Because the traditional ethanol production involves competing with people for food and threatens the national food security, it is of great strategic significance to open up the non-food ethanol production route.
At present, the world's ethanol production of about 100 million tons, mainly by the United States, Brazil and other countries using food or sugar cane and other crop raw materials production, mainly used as fuel ethanol. China's ethanol market demand is large, production capacity is seriously insufficient, in 2022, China to produce fuel ethanol by grain fermentation route of about 2.7 million tons, a gap of 10 million tons.
It is reported that Academician Liu Zhongmin's team has been making continuous efforts on the non-grain ethanol production track since 2010, and proposed a new environmentally friendly technological route to synthesize anhydrous ethanol (process name "DMTE") by using synthetic gas as raw material through dimethyl ether carbonylation and methyl acetate hydrogenation; Subsequently, in cooperation with Yanchang Petroleum Group Company, we developed non-precious metal catalyst and DMTE process technology, which can realize large-scale ethanol production from coal, natural gas or steel plant gas. In 2017, the world's first 100,000 tons/year methanol to ethanol by dimethyl ether carbonylation industrial demonstration project was completed. Subsequently, the team continued to iterate on technology, upgrade the catalyst and optimize the reaction process, further improving the technical indicators and laying the foundation for large-scale industrialization.
According to Academician Liu Zhongmin, DMTE technology uses molecular sieve catalyst rather than expensive metal catalyst, adopts a heterogeneous catalytic system, the separation of reaction products is simple, the reaction system is non-corrosive, the material requirements of the equipment are reduced, and the products methyl acetate and ethanol are bulk chemicals. These characteristics give DMTE technology good economy. It is estimated that the cost of producing ethanol by grain fermentation in China is about 6,500 yuan/ton, while the cost of producing ethanol by DMTE method is only about 4,500 yuan/ton, which effectively reduces the production cost. In addition, based on methyl acetate and ethanol, ethyl acetate, acrylic ester and other high value-added fine chemicals can be produced, effectively improving the economic benefits of methanol and dimethyl ester industries.
Academician Liu Zhongmin said that the start of the trial production of the device verified the advanced nature and reliability of DMTE technology, and actively promoted the large-scale application of DMTE technology. In particular, the production of ethanol from steel mill gas has promoted the integration of low-carbon development in steel, energy, environment and other industries.
Up to now, DMTE technology has signed licensing contracts for the implementation of 13 sets of industrial plants (including 2 sets of exports), involving an ethanol production capacity of 3.95 million tons/year. With the continuous production of plants, a new strategic ethanol industry is emerging rapidly.
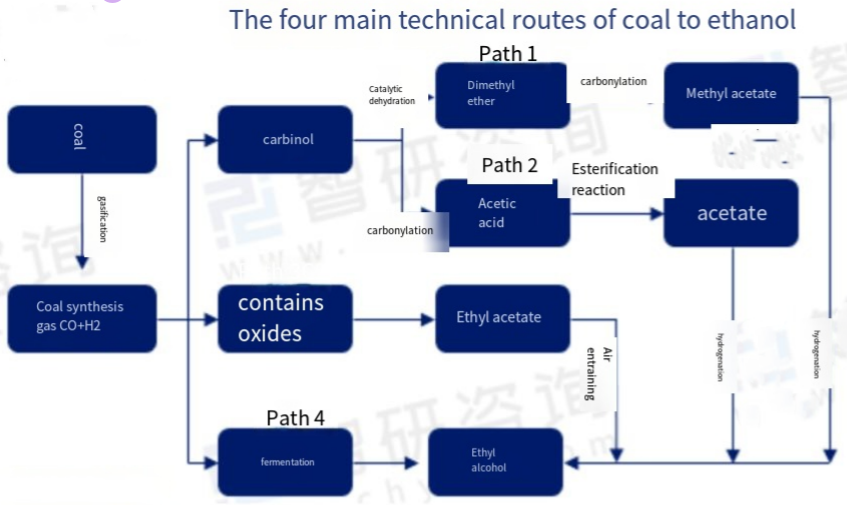
At present, the production technology of coal to ethanol in industrial production is mainly divided into two kinds. One is the direct production method: the synthesis gas is directly biorefined or catalyzed, and the ethanol obtained by the process has more water, and the separation operation is necessary to obtain anhydrous ethanol. The method can be divided into biological fermentation method and catalyst-based chemical method according to the production process. The other is indirect production method: ethanol is obtained after the reaction of methanol, dimethyl ether and other intermediate media. The production method is indirect production method, which is the most widely applicable and the most popular one in the current production process.
As of 2022, the capacity of China's coal-to-ethanol industry is about 1.055 million tons/year, and the capacity utilization rate is about 59.6%. According to the production capacity process route, the production capacity of China's coal-to-ethanol acetic acid hydrogenation technology route is 755,000 tons/year in 2022, accounting for 71.56%; The production capacity of DMTE technology route is 300,000 tons/year, accounting for 28.44%.
At present, China's coal-to-ethanol technology is currently in an important stage of diversified development, the promotion of domestic ethanol gasoline has covered a number of provinces, and with the continuous expansion of the pilot scale, the demand for fuel ethanol will gradually increase. In 2022, the domestic coal-to-ethanol market size increased from 1.516 billion yuan in 2017 to 4.00 billion yuan, and it is expected that the market size of China's coal-to-ethanol will reach 5.703 billion yuan in 2023.
At present, when the country attaches great importance to food security and constantly improves and innovates food security roads, the value of coal-to-ethanol technology is also becoming increasingly prominent. As a kind of renewable green energy, coal-to-ethanol has great market potential. China is a major coal-to-ethanol producer in the world. The development of coal-to-ethanol technology will effectively solve the problems of insufficient production capacity of grain fuel ethanol and high price of industrial anhydrous ethanol. In the future, China's demand for basic chemical raw materials will remain strong, and coal-to-ethanol technology will still be the core technology that needs to be developed and optimized. With the large-scale promotion of coal-to-ethanol technology, the upstream and downstream products of ethanol, such as methyl acetate, ethylene acetate, methyl methacrylate, ethylene, vinyl chloride and styrene, will also embrace vigorous development. Coal-to-ethanol is a technology that converts coal into ethanol fuel. With the energy shortage and the enhancement of environmental protection awareness, the market development prospect of coal-to-ethanol industry is broad.









